Are you experiencing difficulties holding tolerances in length or material straightness of your roll formed product? How about an angular or dimensional cross-sectional problem?
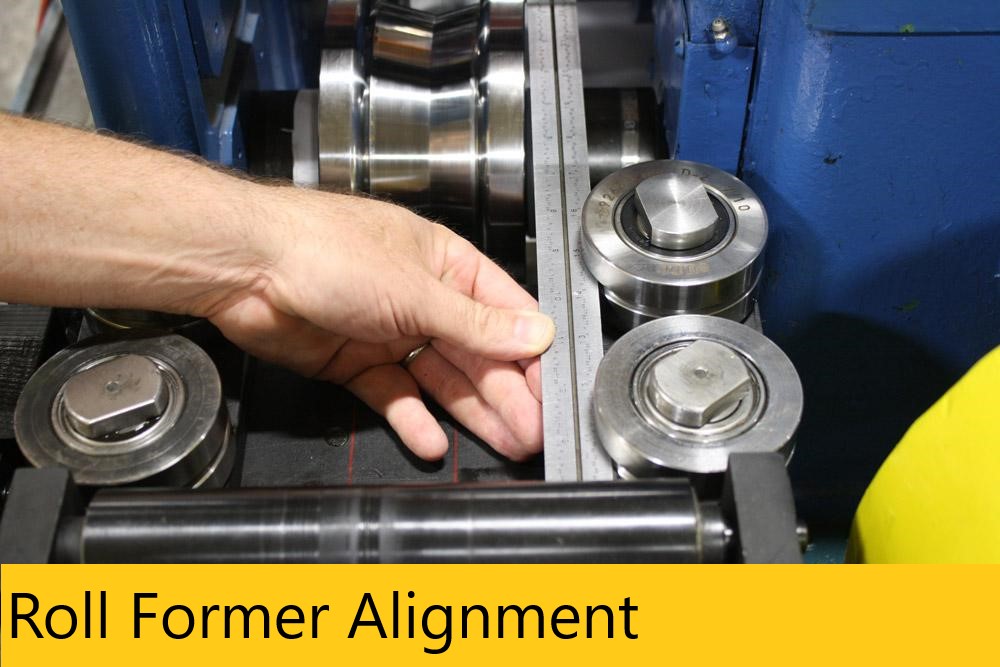
Roll Former Alignment – Roll Former misalignments can be very hard to find. Immediately everyone wants to start by moving the
guides, forming roll spacers or adjusting pressures. The proper way to determine where the problems are originating from is to start with a complete footprint of the entire line, from uncoiler to finished product. Every component should be set to a centerline or an offset centerline, then each component needs to be square, parallel, and perpendicular to each other, as well as centered. If the mill has a two piece base it also needs to be level and square.
If any of the components are out of square to one another or too far off centers, then it can apply pressure on the product while feeding. It also causes it to rise or warp from one component to the next, which may also be a little misaligned, and by the time it reaches the roll form mill it has pressures applied to it from two or more directions.
Maverick Systems technicians can perform a laser inspection of the entire line. Once the inspection is complete, you will have a footprint of any and all misalignments throughout the length of the roll former line. The footprint allows our technician to determine which components are creating the alignment issues and begin making adjustments to correct them.
Here are some of the problems you may be encountering with the finished product due to misalignment of the Roll Former Line.
Camber
Camber is the variation of a side edge from a straight line, the gradual deviation from straightness of the edge of sheet or coil stock caused during the slitting operation. Camber is the edgewise curvature, a lateral departure of a side edge of sheet or strip metal from a straight line. Extreme camber contributes to curve, bow, and/or twist in the finished part.
Read More : Mavericksystemscorp.com
Bow
Bow is the variation from a straight line in the vertical plane of a roll formed piece. It can be either cross bow or longitudinal bow.
Curve (also referred to as Sweep)
Curve is the variation from a straight line in the horizontal plane measured after the part has been roll formed. Causes of curve included incorrect horizontal roll alignment and uneven forming pressure. See bow, camber, sweep, and twist.
Twist
Twist is a term used to define parts when they resemble a corkscrew effect. This is often caused by excessive forming pressure in the final formed part. Twist should be less than 5° in 10 feet of roll formed parts. See bow, curve, camber, and sweep.
Another issue you may be experiencing is the length of leg size being different from one side
to the other or the size deteriorates as you go down the length of the part.
Leg
The leg is typically a 90% bend that is used for interconnection, mounting, or added structural support of the final product.
Length of the leg
A good rule of thumb is the leg length should be three times the thickness of the material.
Maverick Systems can provide a solution to all your alignment needs.
Maverick Systems can provide a solution to all your alignment needs.